
特色
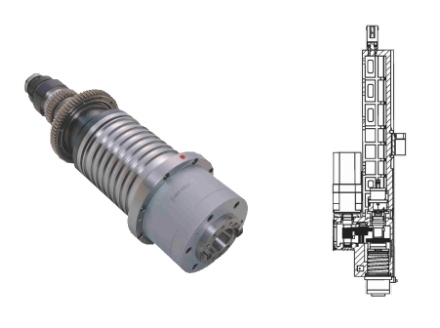
全齿轮式主轴头(最佳化配置)
- 主轴中心靠近Z轴滑道,大幅小减少热变位、或侧面加工之力矩,造成弯曲变形问题。
- 主轴采用强力马达驱动,适合各种复杂加工之需求,加工精度高。
两段变速齿轮箱
- 主轴运转经由齿轮箱传动,并可作高低速变速。
- 低速档提供大扭力输出,适合重切削作业。
- 高速档适合轻切削,加工表面精致。
- 齿轮箱内所有齿轮均经过渗碳处理与精密研磨,运转低噪音。

主轴油温冷却器
- 主轴油温冷却器可依情况适当调整,适当的控制主轴温变。
- 此冷却器对于齿轮提供优异的冷却效果,使主轴精度稳定,延长主轴与齿轮箱之使用寿命。

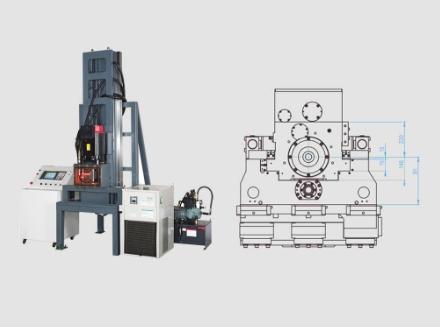
氮气缸平衡系统
- 氮气缸平衡系统加装蓄压器,不需使用额外的动力单元。
- 此平衡系统可确保主轴移动的稳定性,以提升加工精度。
加工特性
面铣

| 使用刀具 | Ø125 x 8t |
| 切线速度 | 295.35 m/min |
| 切削宽度 | 120 mm |
| 切削深度 | 4 mm |
| 切削进给率 | 140 mm/min |
| 每刃切削量 | 0.27 mm |
| 材质移除率 | 756 mm |
| 工件材质 | S45C |
| 主轴负荷 | 80% |
*上述切削测试数据仅供参考,测试数据会依客户切削条件而有所差异。
钻孔

| 刀具直径 | Ø90 mm |
| 刀具材质 | 合金钢 |
| 切削深度 | 100 mm |
| 切削进给率 | 5 mm/min |
| 工件材质 | SUS304 |
| 主轴负荷 | 48% |
*上述切削测试数据仅供参考,测试数据会依客户切削条件而有所差异。
端铣

| 使用刀具 | Ø32 x 8t |
| 切线速度 | 158.6 m/min |
| 切削宽度 | 6 mm |
| 切削深度 | 20 mm |
| 每刃切削量 | 0.21 mm |
| 材质移除率 | 187 cc/min |
| 工件材质 | S45C |
| 主轴负荷 |
65%
|
*上述切削测试数据仅供参考,测试数据会依客户切削条件而有所差异。
技术参数
标准配备
- 发那科控制器
- 强压式自动润滑系统
- 半密闭式防溅护罩
- 螺旋式切屑输送器(两侧)
- 履带式切屑输送器及蓄屑车
- 切屑冷却泵浦及水箱
- 主轴油温冷却器
- 氮气配重系统
- Z轴油压平衡系统
- 气压装置
- 吹气除屑装置
- 石英工作灯
- 自动断电装置
- 程式结束及警示灯
- RS-232介面
- 基础螺丝及水平调整螺栓
- 调整用工具
- 操作维护手册
- 控制器操作手册及电器图
- 机械精度检验表
关闭
选购配备
- 转助工具台
- NC旋转工作台
- 刀具设定器
- 电脑扫瞄仿形系统
- 光学尺回馈
- 90° 侧铣头
- 万向铣头
- 45° 铣头
- 油水分离式水箱
- 中心出水
关闭


