
特色
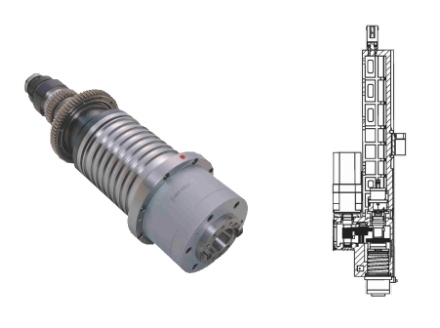
全齒輪式主軸頭(最佳化配置)
- 主軸中心靠近Z軸滑道,大幅小減少熱變位、或側面加工之力矩,造成彎曲變形問題。
-
主軸採用強力馬達驅動,適合各種複雜加工之需求,加工精度高。
兩段變速齒輪箱
-
主軸運轉經由齒輪箱傳動,並可作高低速變速。
-
低速檔提供大扭力輸出,適合重切削作業。
- 高速檔適合輕切削,加工表面精緻。
- 齒輪箱内所有齒輪均經過滲碳處理與精密研磨,運轉低噪音。

主軸油溫冷卻器
-
主軸油溫冷卻器可依情況適當調整,適當的控制主軸溫變。
-
此冷卻器對於齒輪提供優異的冷卻效果,使主軸精度穩定,延長主軸與齒輪箱之使用壽命。

氮氣缸平衡系統
-
氮氣缸平衡系統加裝蓄壓器,不需使用額外的動力單元。
-
此平衡系統可確保主軸移動的穩定性,以提升加工精度。
加工特性
面銑

| 使用刀具 | Ø125 x 8t |
| 切線速度 | 295.35 m/min |
| 切削寬度 | 120 mm |
| 切削深度 | 4 mm |
| 切削進給率 | 140 mm/min |
| 每刃切削量 | 0.27 mm |
| 材質移除率 | 756 mm |
| 工件材質 | S45C |
| 主軸負荷 | 80% |
*上述切削測試數據僅供參考,測試數據會依客戶切削條件而有所差異。
鑽孔

| 刀具直徑 | Ø90 mm |
| 刀具材質 | Tungsten Carbide |
| 切削深度 | 100 mm |
| 切削進給率 | 5 mm/min |
| 工件材質 | SUS304 |
| 主軸負荷 | 48% |
*上述切削測試數據僅供參考,測試數據會依客戶切削條件而有所差異。
端銑

| 使用刀具 | Ø32 x 8t |
| 切線速度 | 158.6 m/min |
| 切削寬度 | 6 mm |
| 切削深度 | 20 mm |
| 每刃切削量 | 0.21 mm |
| 材質移除率 | 187 cc/min |
| 工件材質 | S45C |
| 主軸負荷 |
65%
|
*上述切削測試數據僅供參考,測試數據會依客戶切削條件而有所差異。
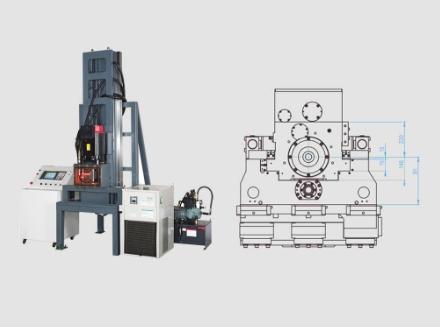
機械規格
標準配備
- 發那科控制器
- 強壓式自動潤滑系統
- 半密閉式防濺護罩
- 螺旋式切屑輸送器(兩側)
- 履帶式切屑輸送器及蓄屑車
- 切屑冷卻泵浦及水箱
- 主軸油溫冷卻器
- 氮氣配重系統
- Z軸油壓平衡系統
- 氣壓裝置
- 吹氣除屑裝置
- 石英工作燈
- 自動斷電裝置
- 程式結束及警示燈
- RS-232介面
- 基礎螺絲及水平調整螺栓
- 調整用工具
- 操作維護手冊
- 控制器操作手冊及電器圖
- 機械精度檢驗表
關閉
選購配備
- 轉助工具台
- NC旋轉工作台
- 刀具設定器
- 電腦掃瞄仿形系統
- 光學尺回饋
- 90° 側銑頭
- 萬向銑頭
- 45° 銑頭
- 油水分離式水箱
- 中心出水
關閉


